
24小時咨詢熱線:13697432957
聯系人:熊先生
手 機:13697432957
電 話:13697432957
地 址:廣州市天河區華觀路1963號天虹科技園
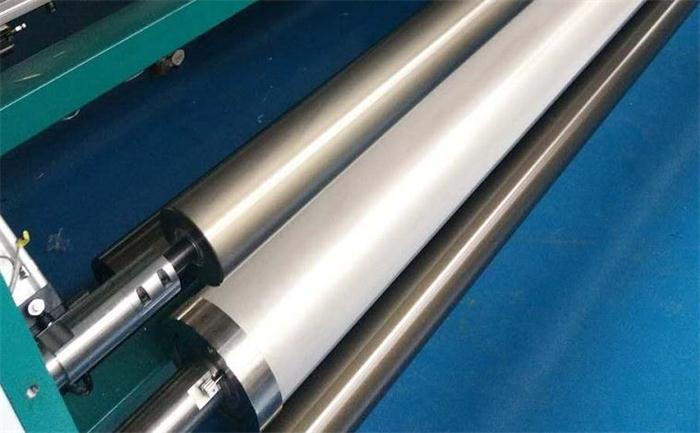
獲得高精度氣脹軸主軸部件的關鍵在于提高軸承精度。精度高的機床可采用高精度的滾動軸承,精密機床主軸可采用高精度的多油楔動壓軸承和靜壓軸承。在氣脹軸主軸部件的制造中,注意提高主軸軸頸、箱體支承孔及與軸承相配合零件有關表面的加工精度,在主軸部件的裝配中,可通過調整軸承的徑向圓跳動,使其誤差相互補償或抵消,以提高主軸回轉精度。

對于精密機床,一般都采取軸承預加載荷的方法來消除其間隙,甚至造成一定的過盈,實質上也就是通過提高軸承剛度來提高回轉精度。當然,預加載荷的大小必須嚴格控制,當其超過某一限度后,進一步增加過盈,對回轉精度作用不明顯,反而會使軸承工作時發熱,降低氣脹軸加工精度。

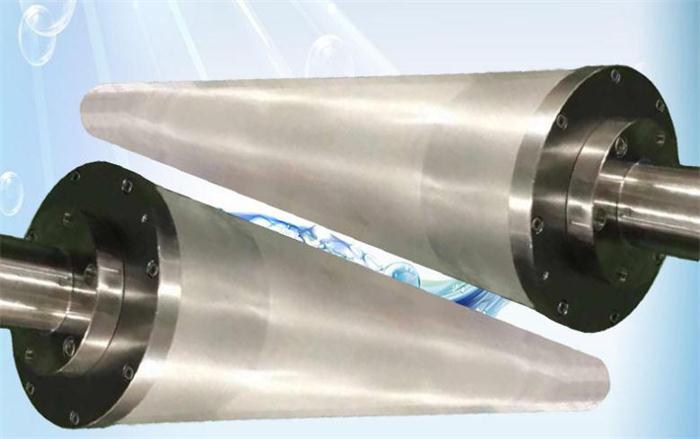
這是氣脹軸生產中常采用的辦法,即工件的回轉成形運動不是靠機床主軸的回轉運動來實現,而是靠工件的定位基準或被加工面本身與夾具定位元件組成的回轉運動副來實現,這樣,機床主軸部件的誤差就不再對工件的回轉運動產生影響,使組成回轉運動的零件最少,誤差因素也最少,因而可提高回轉精度。
如采用死頂尖磨外圓。氣脹軸工件以其頂尖孔支承在不動的前后頂尖上,由撥銷帶動回轉,這時工件的回轉軸線由兩個死頂尖決定。理論上講,回轉軸線是固定不變的,可加工出高精度的外圓。

但是,當兩頂尖孔存在形狀誤差(如圓度、角度誤差等),或兩頂尖孔不同軸時,都會因接觸不良,而使工件軸線變動,造成氣脹軸加工面的圓度誤差。故磨削外圓時提高頂尖孔質量,保證兩頂尖孔的同軸度,對保證工件的形狀精度非常重要。
 掃一掃咨詢微信客服
掃一掃咨詢微信客服服務熱線



管理員
該內容暫無評論